

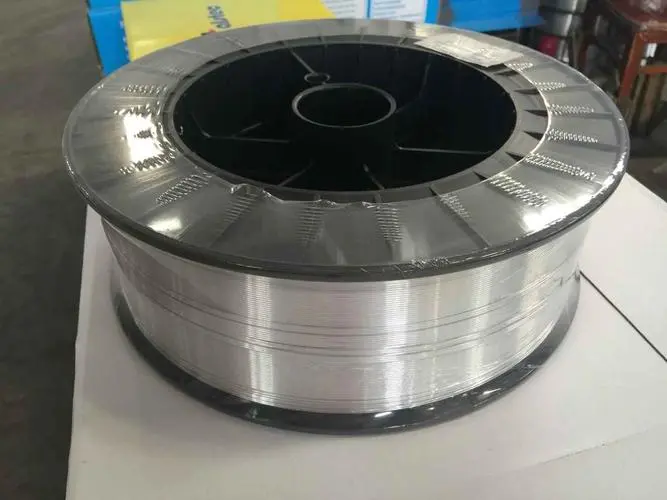
CHT711药芯焊丝
符合:GB/T10045-2001E501T-1
相当:AWSA5.20E71T-1
JISZ3313YFW-C50DR
说明:CHT711CO>2焊接用钛型药芯焊丝。熔敷效率高,全位置焊接工艺性能佳,亦可立向下焊。适用于船舶、压力容器、机械设备、桥梁等钢结构低碳钢和490MPa级高强钢的焊接。
熔敷金属化学成分: (%)
C
Mn
Si
S
P
标准值
≤0.10
≤1.75
≤0.75
≤0.03
≤0.03
典型值
0.06
1.40
0.40
0.010
0.017
熔敷金属机械性能:
抗拉强度
σb(N/mm>2)
屈服点
σs(N/mm>2)
伸长率
δ5(%)
冲击功>AKv(J)
保护气体
0℃
-20℃
标准值
≥480
≥400
≥22
≥47
≥27
CO2
典型值
540
450
30
120
100
焊丝直径及参考电流:(>DC)
焊丝直径(>mm)
1.2
1.4
1.6
焊接电流
(A)
平焊
120-300
150-380
180-430
平角焊
120-280
150-320
180-380
立向上焊,仰焊
120-260
150-270
180-280
横焊
120-280
150-320
180-330
立向下焊
200-280
220-300
250-300
产品认可国家及等级:
认可国家
CCS
LR
ABS
GL
BV
DNV
NK
认可等级
3YSMH10
3SMH103
YSMH10
3YAH10
3YSAH10
3YH10S
SA3YMH10
IIIYMSH10
KSW53G(C)H10KAW53MG(C)H10
 1st大西洋CHT711药芯焊丝
1st大西洋CHT711药芯焊丝




 400-101-7153
400-101-7153 15201733840
15201733840

