

钣金检测
工序质量检验标准5.1冲裁检验标准
?对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。?图纸中未明确标明之尖角(除特别注明外)均为R1.5。
?冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹
陷、粗糙不平、划伤、锈蚀等缺陷。?毛刺:冲裁后毛刺高L≤5%t(t为板厚)。
?划伤、刀痕:以用手触摸不刮手为合格,钣金零件,应≤0.1。
上海融科检测技术有限公司
z原始测量数据
短时间内获取足够大的测量数据量是进行快速测量的基础和前提条件。
Planar可以在0.1秒的时间内获取多达4000万个轮廓特征数据,这些数据代表了零件全部轮廓的甚至微小的特征。
z测量软件
Planar测量软件担负着处理数千万个测量数据的任务,这些处理工作主要包括系统标定、图像处理、数据分析和对比、生成检测报告等模块。全部计算工作由个人电脑自动按照特定程序运行,无需操作人员进行任何编程工作。由于操作如此简单方便,钣金零件定位,甚至没有任何测量经验的人员都能够在30分钟的培训之后熟练掌握Planar整个测量过程。
上海融科检测技术有限公司
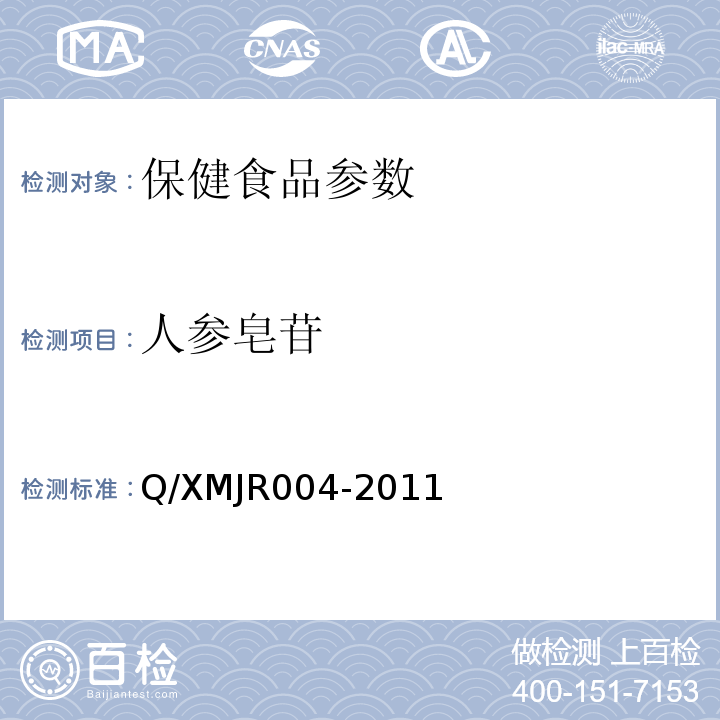
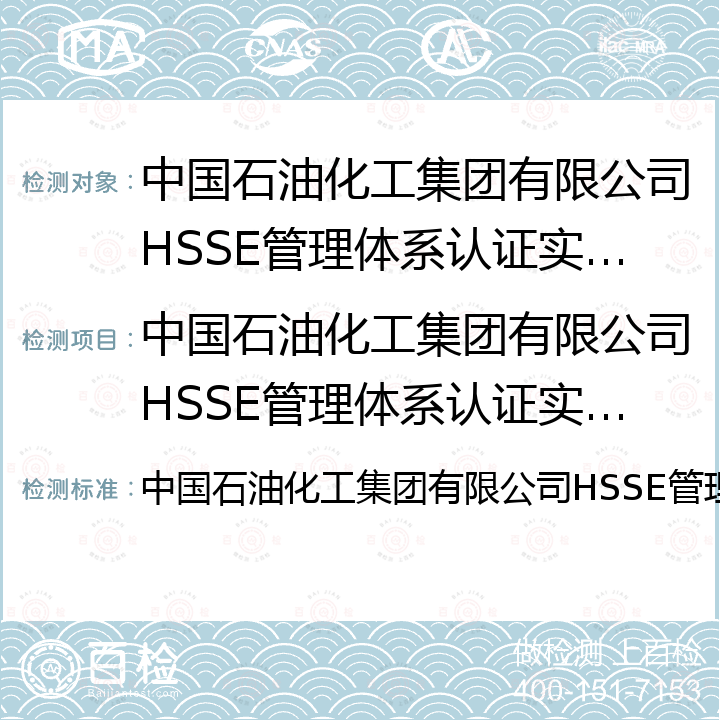
Planar完整的检测过程如下图所示:
传统钣金零件检测方式
传统的钣金零件检测方式主要包括游标卡尺、零件样板和三坐标测量机。虽然这些常用手段能够完成一定的检测任务,钣金零件哪里有,但是其各种局限性决定了它们无法作为快速、精密的检测工具实现对全部零件进行有效的首件检测。
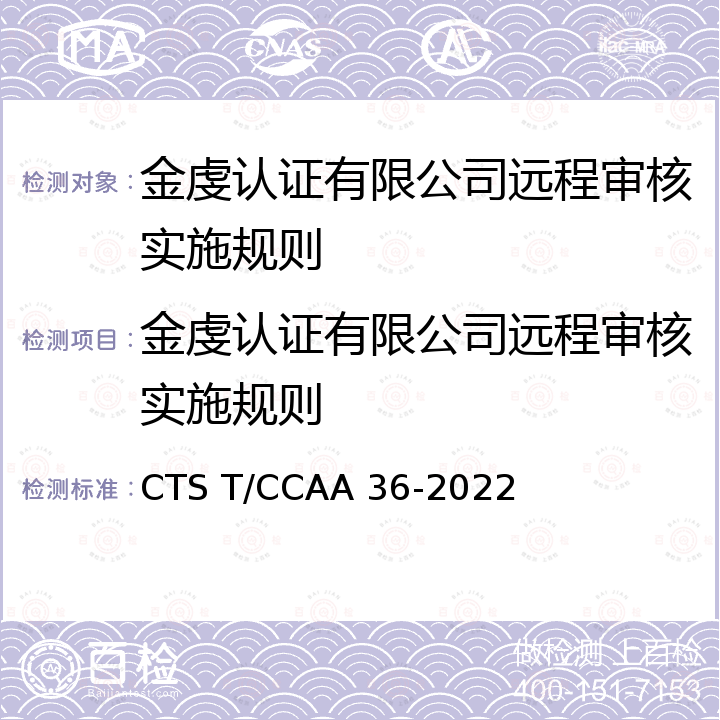
1.游标卡尺
游标卡尺使用方便,但是有很多局限,仅能够测量直径、边距等。对于钣金零件许多非常重要的尺寸无法准确测量,包括:
?孔心距
?圆弧半径
?孔与边缘的距离
?角度
?各种间接尺寸,例如:孔心连线相关尺寸、圆弧圆心距离等。
钣金零技术有限公司由上海融科检测技术有限公司提供。上海融科检测技术有限公司实力不俗,信誉可靠,在江苏苏州的电焊设备与器材等行业积累了大批忠诚的客户。融科检测带着精益求精的工作态度和不断的完善创新理念和您携手步入辉煌,共创美好未来!
免责声明 以上信息仅作为转载信息展示,不代表作者任何观点.转载作品均注明出处,本网未注明出处和转载的,是出于传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性。如转载作品侵犯作者署名权,或有其他诸如版权、肖像权、知识产权等方面的伤害,并非本网故意为之,在接到相关权利人通知后将立即加以更正。
 1st
钣金零技术有限公司
1st
钣金零技术有限公司







 400-101-7153
400-101-7153 15201733840
15201733840

